Table 1: Typical depths of identification markings and associated deformation zones in common substrates
Table 2
Category
Technique
Principle
Key Notes
References
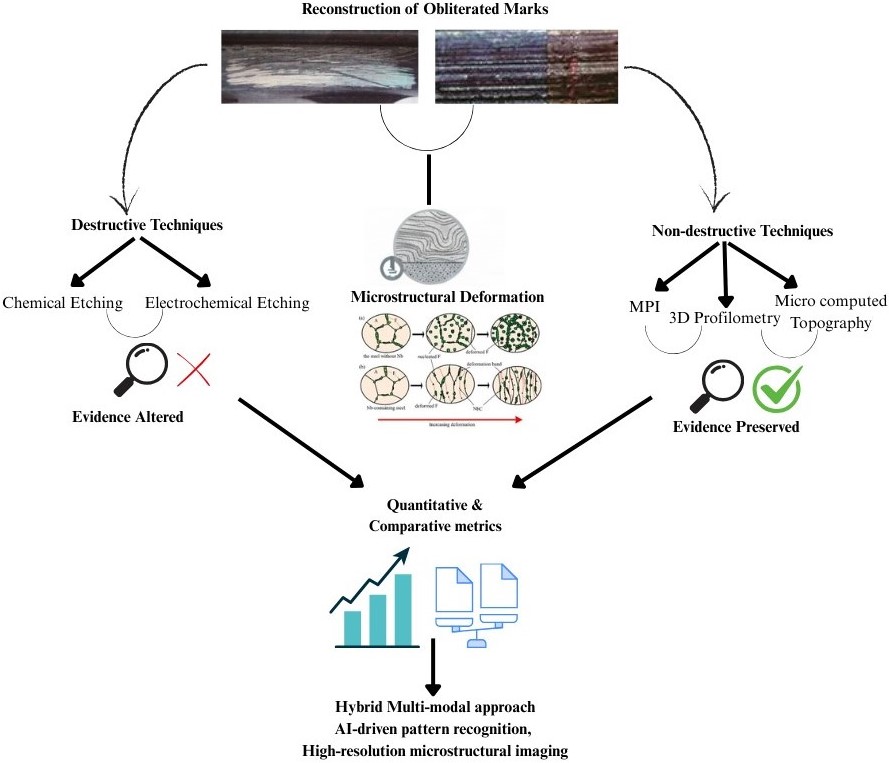
Destructive Methods
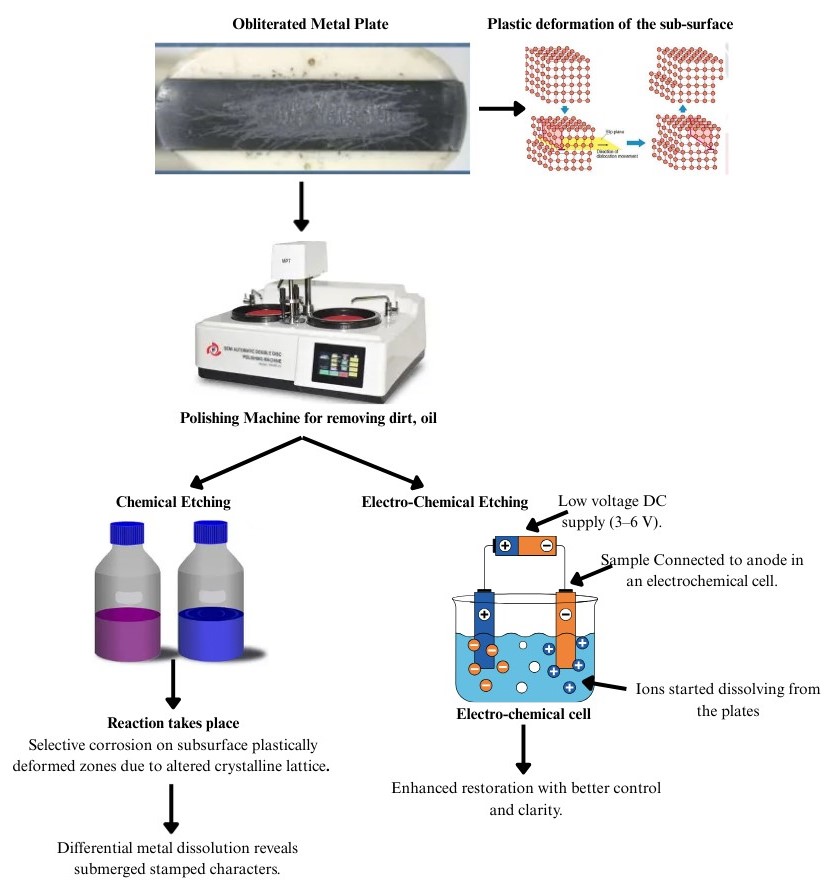
Chemical Etching
Differential corrosion: plastically deformed zones are more chemically reactive than undeformed regions
Requires mirror-polished surface; etchant selection depends on substrate (e.g., Fry's reagent for steel, other acids/alkalis for Al, Zn); restoration fails if deformation zone fully removed
[18-20]
Electrochemical Etching
Anodic dissolution under applied current accelerates and controls etching in strained zones
Object serves as anode in cell; voltage ~3-6 V; electrolyte tailored to substrate; greater sensitivity & reproducibility vs. chemical etching, but still destructive
[21, 22]
Non-Destructive Methods
Magnetic Particle Inspection (MPI)
Flux leakage: plastically deformed zones reduce magnetic permeability, attracting magnetic particles
Works on ferromagnetic materials (e.g., steel); particles cluster along erased characters; widely used as first-line before destructive methods
[23, 24]
Ultrasonic Methods
Cavitation bubbles collapse unevenly on distorted zones, eroding layers and enhancing contrast
Minimal surface preparation needed; applicable to metallic/non-metallic substrates; non-invasive and repeatable
[25, 26]
X-ray Imaging / Micro-CT
Subsurface density differences detected via radiographic absorption and 3D volumetric reconstructions
Recovers structural deformation even if surface is obliterated; effective for metals, composites, bone, and delicate specimens
[29]
Ultraviolet Illumination
Uses UV-induced fluorescence/ absorption differences in stressed areas
Reveals residual serials on polymers after abrasion via contrast in bright/dark
[27, 28]
Infrared Imaging
Detects differences in IR emissivity and subsurface scattering
Visualizes hidden character patterns beneath smoothed polymer surfaces
[27, 28]
Thermal Imprint detection
Monitors surface temperature patterns during controlled heating/cooling
Highlights shallow relief or density differences from original molded/embossed marks
[28]
Digital Microscopy
High-resolution optical imaging of fine surface irregularities and restored features
Provides detailed images of faint or partially restored characters
3D Surface Profilometry
Quantitative measurement of surface topography and relief variations
Produces objective, comparable datasets; complements optical microscopy for forensic interpretation
Table 2: Restoration Techniques and their Principles
Tables at a glance
Figures at a glance