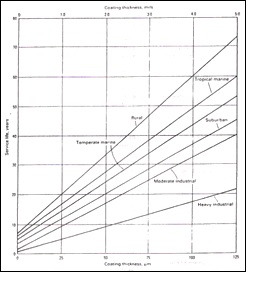
Figure 1 Service life (time to 5% rusting of steel surface) versus thickness of the coating for various atmospheres
Figure 1 Service life (time to 5% rusting of steel surface) versus thickness of the coating for various atmospheres
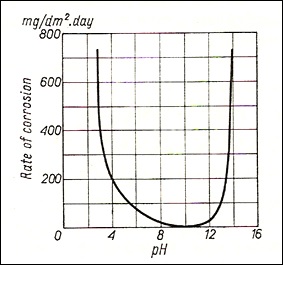
Figure 2 Influence of pH on corrosion of zinc
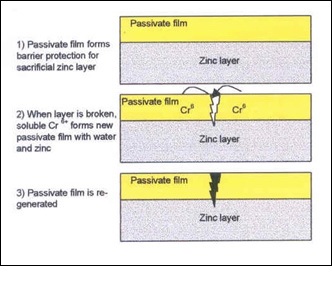
Figure 3 Self healing effect of hevavalent chromium in chromate coatings
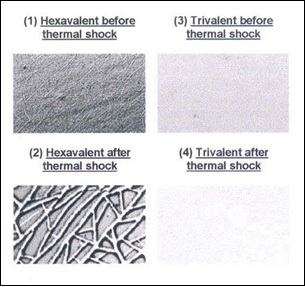
Figure 4Effect of thermal shock on hexavalent and trivalent chromium films (SEM micrographs at 10000X)
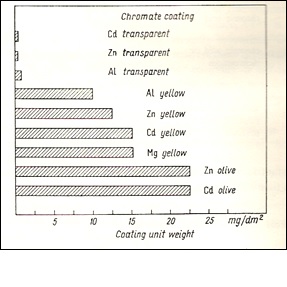
Figure 5 Weights and colours of chromate coatings on Zn, Cd, Mg and Al
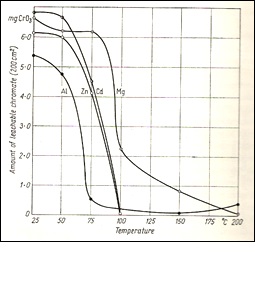
Figure 6 Relation between the amount of leachable chromium compounds and the temperature of heating for chromate coatings produced on various metals
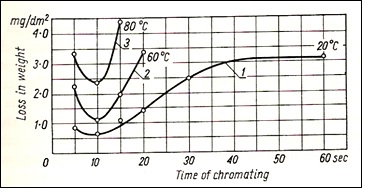
Figure 7 Effect of rinsing water temperature on the corrosion resistance of chromate coatings
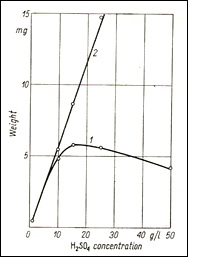
Figure 8 Weight of chromate coating (1) and dissolved metal (2) with H2SO4 concentration in chromating bath
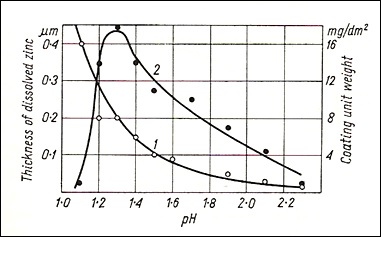
Figure 9 Thickness of dissolved zinc (1) and chromate coating weight (2) on zinc with pH of the chromating solution

Figure 10 Effect of immersion time on thickness of chromate coating with varying amounts of sulphuric acid
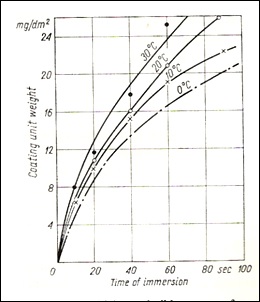
Figure 11 Thickness buildup rate of chromate coating on zinc with solution
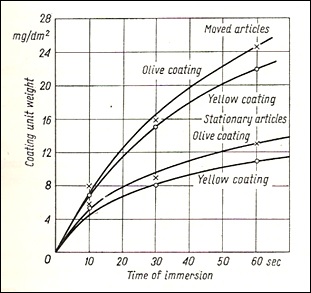
Figure 12 Thickness build-up rate of chromate coating vs. time of immersion tempature for moving and stationary parts at RT
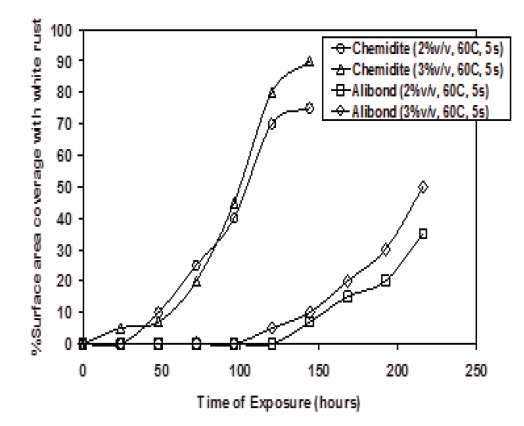
Figure 13Rusting pattern of galvanized sheet under different proprietary chromic acid passivation treatments (5% Salt fog test).
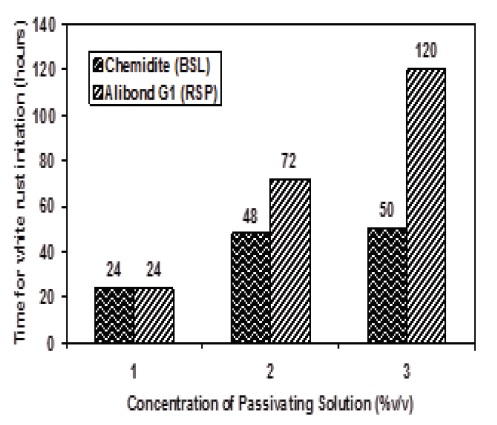
Figure 14White rust initiation in galvanized steel sheet as a function of passivator concentration (Treatment temp.- 50oC; treatment time- 5 s)
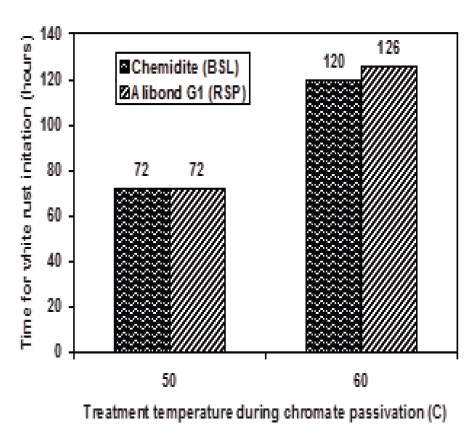
Figure 15White rust initiation as a function of treatment temperature during chromate passivation (Passivator conc.- 1% v/v;treatment time- 20 s).
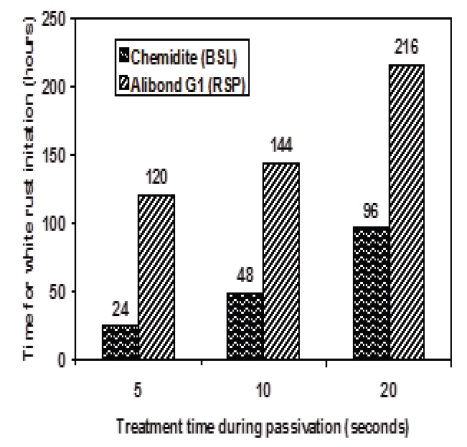
Figure 16White rust initiation as a function of treatment time during chromate passivation (Passivator conc.- 3% v/v; treatment temperature- 60oC).
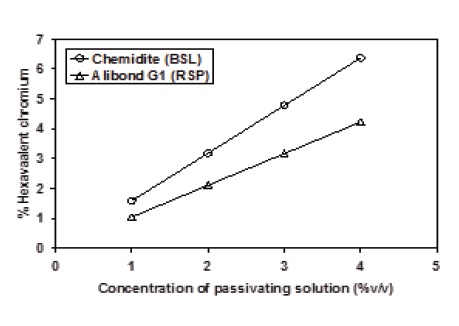
Figure 17% Hexavalent chromium as a function of concentration of passivating solution.
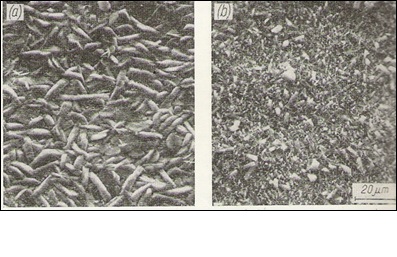
Figure 18Fine crystalline phosphate coatings [a] Zinc phosphate [b] Manganese phosphate
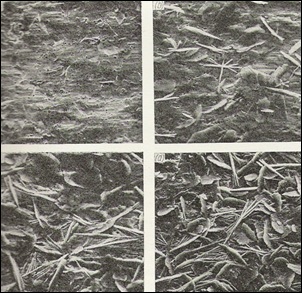
Figure 19Growth of zinc phosphate coating (under SEM; gold replica) [a] after 3 s treatment, [b] 10 s, [c] 30 s, [d] 60 s.
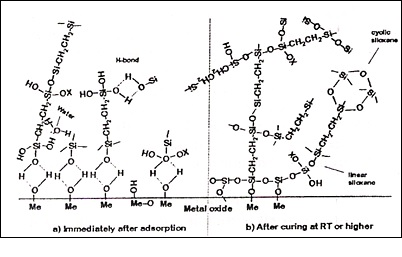
Figure 20Adsorption of partly hydrolyzed silane on a clean metal surface
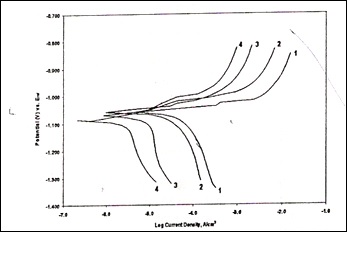
Figure 21 Polarization curves in 3.5% NaCl for HDG panels 1) untreated 2) treated with 5% bis-amino silane 3) treated with 5% bis-sulphur silane 4) treated with 5%1:3 v/v ratio of bis-amino and bis-sulphur silanes.
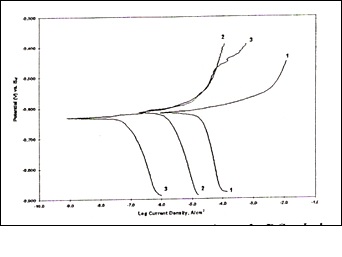
Figure 22 Effect of watert/ethanol ratio on polarization curves of test panels treated with bis-sulphur silane 1) untreated 2) treated with 5% ethanol/water/silane 77/18/5 solution 3) treated with 5% ethanol/water/silane 90/5/5 solution (in 3.5% NaCl).
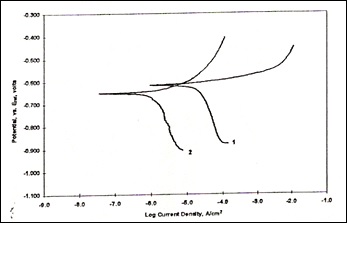
Figure 23 Polarization curves in 3.5% NaCl of test panels treated with hydrophilic silane
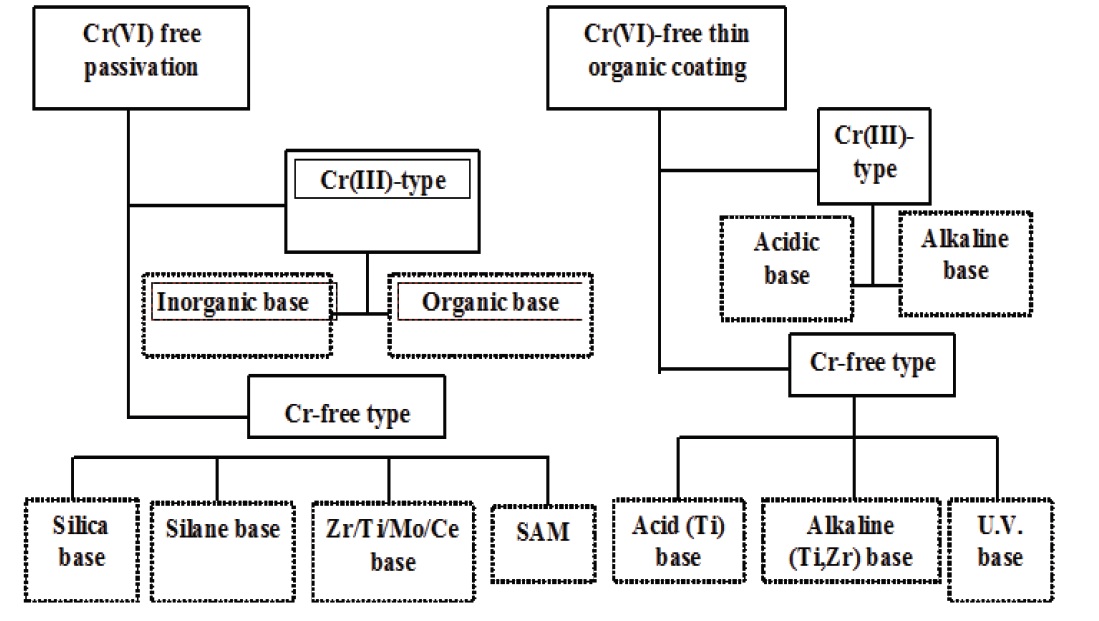
Figure 24 Alternative hexavalent chromium-free passivation/ thin organic coating technologies for hot dip galvanized sheet.
Surface |
Number of 24 hours’ cycles |
||
to appearance of zinc corrosion products |
to appearance of steel corrosion products |
to penetration |
|
Unchromated zinc coating |
1 |
90 |
588 |
Chromated zinc coating |
38 |
998 |
1768 |
Table 1. Corrosion of unchromated and chromated zinc coatings on steel in distilled water at ambient temperatures
Bath composition |
Time of immersion, sec |
Temperature, oC |
pH |
CrO3 30 g/l Na2Cr2O7 220 g/l H2SO4 |
12-20 |
15-25 |
- |
KCr(SO4)2 20 g/l HNO3 5 g/l |
10-40 |
15-25 |
- |
CrO3 100 g/l (or Na2Cr2O7) NaCl 1 g/l H2SO4 or NaOH (to adjust pH to 1.6) |
10-30 |
15-25 |
1.6 |
Na2Cr2O7 200 g/l Na2SO4 10 g/l |
120-300 |
15-25 |
1.2 |
Na2Cr2O7 200 g/l KCr(SO4)2 50 g/l |
120-300 |
15-20 |
2.3 |
ZnCr2O7 142 g/l H2SO4 3 ml/l |
10 |
15-20 |
- |
CrO3 5 g/l Na2SO4 15 g/l HNO3 2 ml/l |
30-45 |
15-20 |
- |
Bath compositions for chromating zinc
Main constituents of phosphating bath |
Phase composition on zinc
|
Zinc phosphate |
Zn3(PO4)2.4H2O (Hopeite)
|
Zinc phosphate/ calcium phosphate |
Zn3(PO4)2.4H2O (Hopeite) Zn2Ca(PO4)2.7H2O (Scholtzite) |
Manganese phosphate |
Zn3(PO4)2.4H2O(Hopeite) Mn5H2(PO4)4.4H2O (Hurealite) |
Table 3: Phase composition of phosphate coatings
Major component |
Coating thickness, mm |
Method of processing |
Temperature, oC |
Time, sec |
Zinc phosphate |
2-4 |
Spray for continuous phosphating of zinc-coated steel strip |
50-60 |
10-30 |
Table-4: Typical solution and parameters for phosphating galvanized steel strip